 136-0619-7285
136-0619-7285
 当前位置:
当前位置:使用垂直分型射芯机要解决的问题
发布时间:2020-11-24 22:03:00
垂直分型射芯机生产效率高、成本低、人为因素影响小,在铸造厂中的使用非常广泛。但是,在垂直分型射芯机的生产过程中也有一些问题,解决了这些问题才能更好地利用垂直分型射芯机。
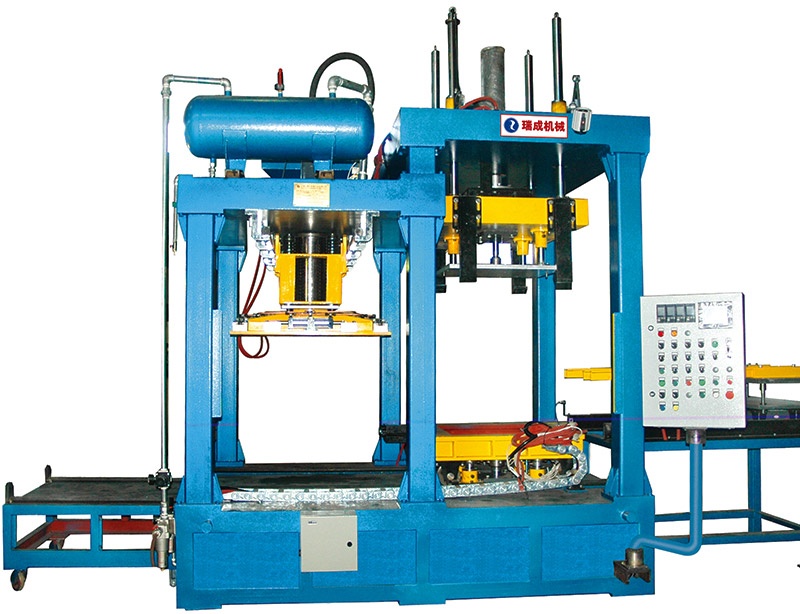
垂直分型射芯机
(1)砂芯要求高。是因为垂直方向下芯,要求下芯后应该能保证可靠的合箱定位,所以不但砂芯的结构和定位要求比较高,而且对砂芯的强度、精度要求都较高。
(2)下芯将会影响机器的生产率。虽然DISA垂直造型线的生产速度高达510型/h,但人工组合下芯会降低造型线的生产速度,并成为制约造型线发挥生产能力的瓶颈。
(3)射芯机下芯的空间比较小。由于取消了砂箱,因此砂箱的合箱及定位功能都集成在主压板上的模板上。由于主压板的行程很有限,因此下芯的空间小,下芯条件苛刻。为了解决这一问题可配备自动下芯机构。
(4)型板面积利用率较低。由于采用垂直造型工艺,浇注时金属的动静压头较高。由于是无箱造型,为保证连续造型时不垮箱,分型面周边吃砂量比水平分型的吃砂量大。为保证浇注时不出现“跑火”的情况,分型面周边吃砂量比水平分型的吃砂量大,加之浇冒口系统及排气道也分布在分型面上,所以型面利用系数较低。
(5)射芯机浇注速度快,比较好使用浇注机浇注。垂直分型无箱射压造型一般配备塞杆式底注或气压塞杆式保温浇注炉,并用红外线、摄像等电子技术,控制塞杆动作,保证既能连续浇注又不能溢出。
(6)射芯机生产节拍快,冷却速度随之加快,对厚大铸件材质均匀性有一定的影响,需考虑随流孕育或者延长冷却段。
良好的解决上述问题,就能更好地利用垂直分型射芯机来生产铸造,提高生产效率,获得更多的效益!
垂直分型射芯机
(1)砂芯要求高。是因为垂直方向下芯,要求下芯后应该能保证可靠的合箱定位,所以不但砂芯的结构和定位要求比较高,而且对砂芯的强度、精度要求都较高。
(2)下芯将会影响机器的生产率。虽然DISA垂直造型线的生产速度高达510型/h,但人工组合下芯会降低造型线的生产速度,并成为制约造型线发挥生产能力的瓶颈。
(3)射芯机下芯的空间比较小。由于取消了砂箱,因此砂箱的合箱及定位功能都集成在主压板上的模板上。由于主压板的行程很有限,因此下芯的空间小,下芯条件苛刻。为了解决这一问题可配备自动下芯机构。
(4)型板面积利用率较低。由于采用垂直造型工艺,浇注时金属的动静压头较高。由于是无箱造型,为保证连续造型时不垮箱,分型面周边吃砂量比水平分型的吃砂量大。为保证浇注时不出现“跑火”的情况,分型面周边吃砂量比水平分型的吃砂量大,加之浇冒口系统及排气道也分布在分型面上,所以型面利用系数较低。
(5)射芯机浇注速度快,比较好使用浇注机浇注。垂直分型无箱射压造型一般配备塞杆式底注或气压塞杆式保温浇注炉,并用红外线、摄像等电子技术,控制塞杆动作,保证既能连续浇注又不能溢出。
(6)射芯机生产节拍快,冷却速度随之加快,对厚大铸件材质均匀性有一定的影响,需考虑随流孕育或者延长冷却段。
良好的解决上述问题,就能更好地利用垂直分型射芯机来生产铸造,提高生产效率,获得更多的效益!
来源声明:以上内容部分(包含图片、文字)来源于网络,如有侵权,请及时与本站联系(18915280908)。
如没特殊注明,文章均为瑞成机械原创